



主な制御盤・操作盤
非水槽式耐圧試験装置制御盤

LPGボンベの耐圧試験をおこなう制御盤
熱風乾燥機制御盤

繊維製造ラインの連続乾燥処理をおこなう制御盤
ランダムカード機操作盤

綿の集合体を平面状に整列しなおす機械の操作盤
主な装置
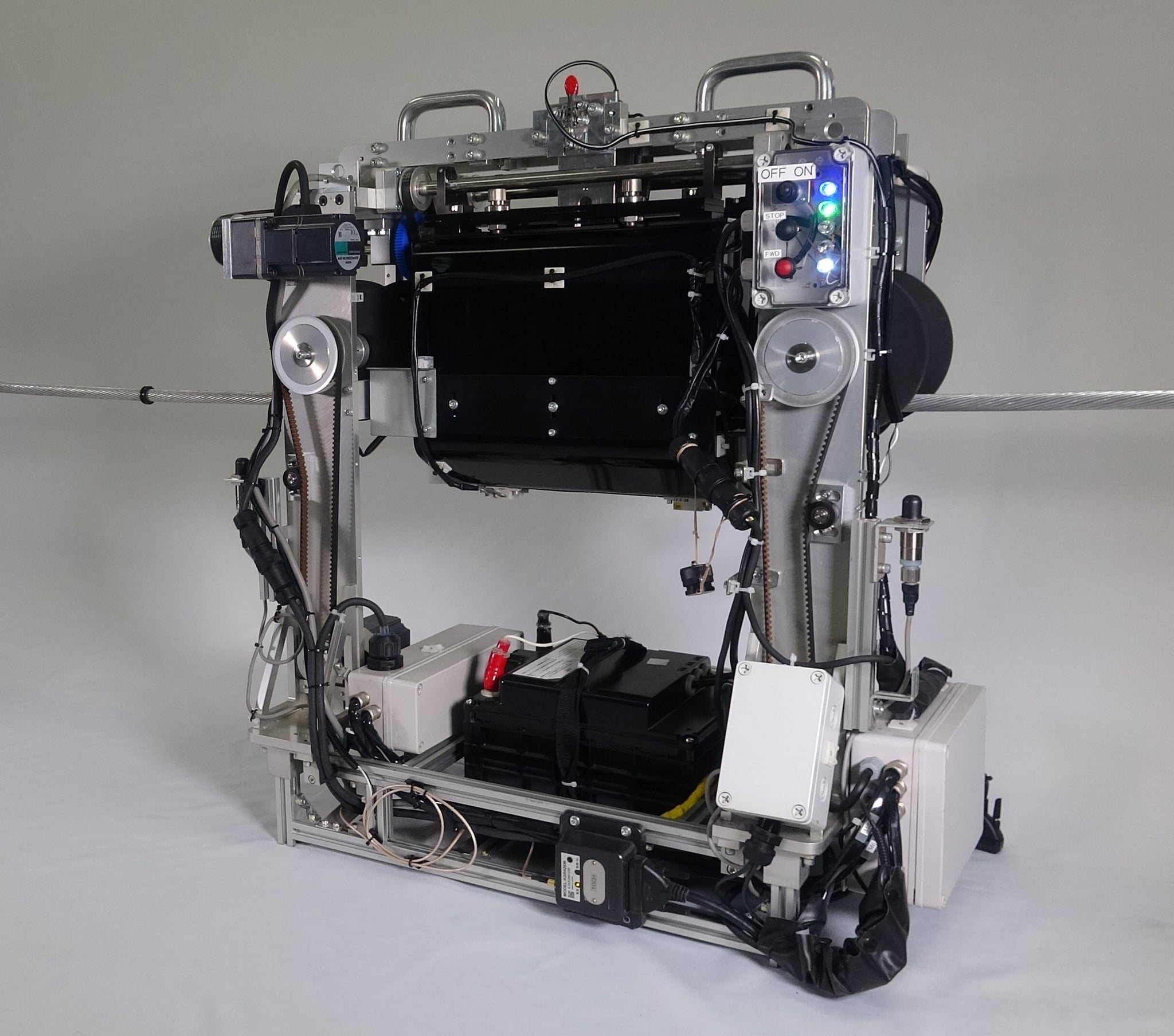
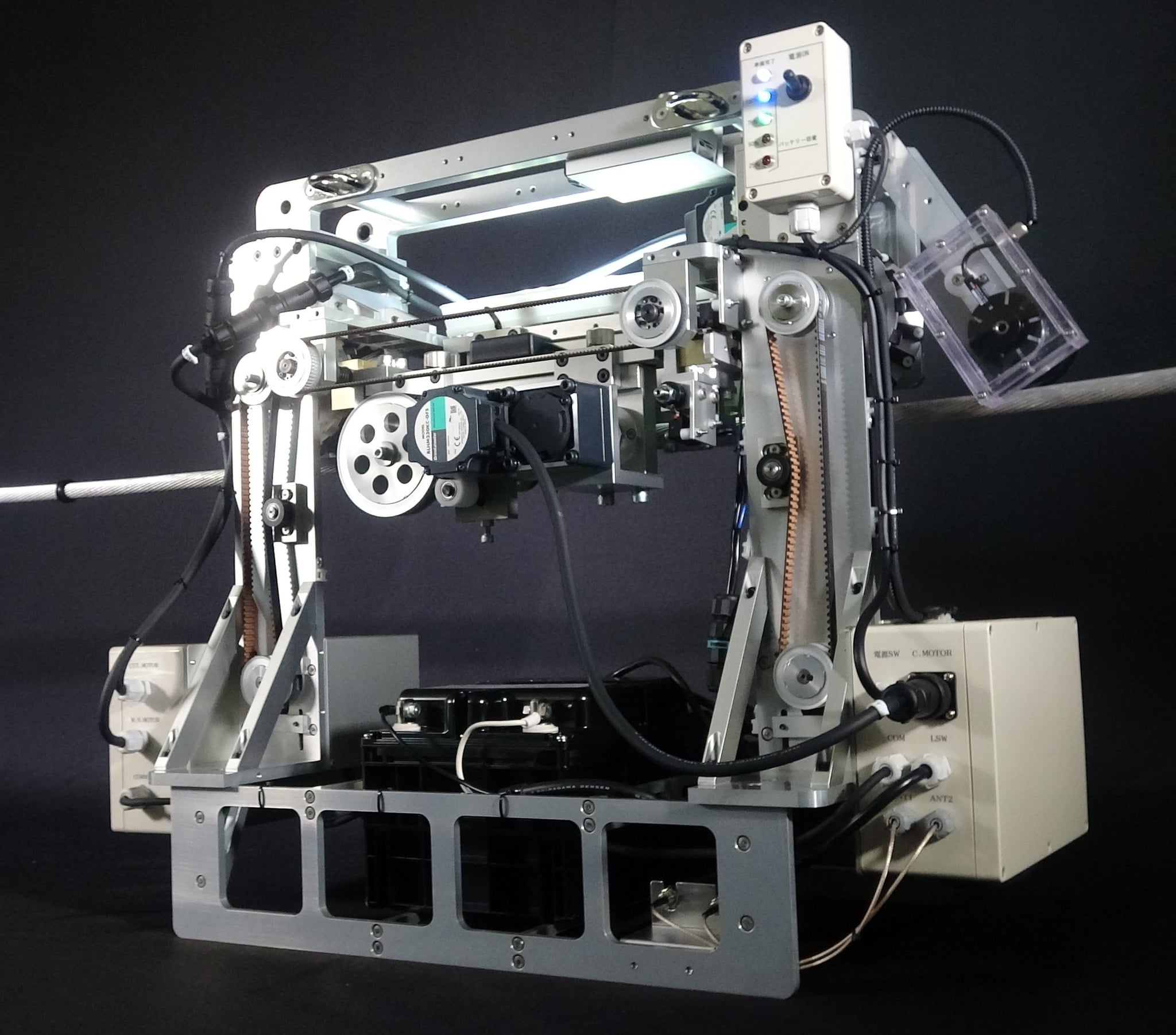
自走式難着雪リング取り外し装置

写真:自走式難着雪リング取り外し装置
- 二連の手裏剣刃で難着雪リングを送電線から分離
- 送電線径に合わせて刃体位置を自動で調整
- 自動走行制御機能で難着雪リングを送電線から取り残さない
- 長時間連続運転ができる
- 作業状態を監視しながら無線リモコンで運転操作ができる
機械設定
架空送電線撮像検査装置(送電線付き)
自走式難着雪リング取り外し装置

撮影:走行状態
本体質量 | 総質量 45Kg 分割組立式 (走行装置:27Kg、破砕装置:4.5Kg×2個、電池:9Kg) |
寸法(mm) 全長×全髙×全幅 | W 350mm:H 630mm: D 580mm |
走行速度 | 高速:11m/分、低速:5m/分 2段変速可 |
登板傾斜角 | 約30度(乾燥時) |
使用時間 | 300分 |
適用線径 | 外径:7.8mm~18.2mm |
ワーク整列箱詰装置
本機械装置は成形機より成形されたバラワークを、定めた方向に整列し段ボール内に全自動で整列・貯蔵する機械装置です。
機械設定

全長 | 約7,000mm |
全幅 | 約1,450mm |
全高 | 約2,200mm |
ケース着脱上面高さ | 約850mm |
機械構造 | 鋼板フレーム構造 |
運転方式 | 6軸ロボ・モーター及びエアー駆動による |
良否判別処理装置 ―キャップ検査システム―
本システムは、製造工程の表面検査により異種混入・マークずれ・大きな傷などをカラーカメラ、及び色抽出装置を用いて検査し、内面検査により汚れ・かけ・しわをモノクロカメラで検査します。不良品をラインから排出する機構を備えることで、良否判別から不良品排出までを高速で処理することが可能になります。
処理能力は900個/min!!
検査項目・精度
異種混入(表面) | 系統の異なる色同士の異種を検出 |
マークずれ(表面) | 0.5mm以上の印刷ずれを検出 |
汚れ(表裏面) | 0.5mm2以上の汚れを検出(ワークと汚れの色がはっきりと区別できるもの) かけ(内面)・傷(目立つもの、スリ傷などは不可)・印刷不良(精度は濃淡により変わります)なども検出可能 |
Color Change Feeder

操作が簡単で少量多品種対応、コストダウン、納期の短縮にも大きな威力を発揮します。
しかも小型で高精度、高性能なので、従来の問題を一挙に解決する画期的な製品です。
しかも小型で高精度、高性能なので、従来の問題を一挙に解決する画期的な製品です。
仕事の流れ全体を効率化
- 着色ペレットからCCF方式にすることにより、大幅なコストダウンを実現します。
- 必要量だけを着色することにより、ロスを減少し、色換もスピーディーです。
- 主原料をフレコン購入することにより、材料投入を省人化します。
- 静電気によるマスターバッチの分離、それに伴う色ムラの発生を防ぎます。
- 少量多品種に対応し、納期の短縮にもつながります。
仕様
型式 | 圧送端末 CCF・P-1000 |
外形寸法 | W785×D500×H900 |
重量 | 約105kg |
ホッパー容量 | 50リットル |
エア源 | 4kg/cm2 |
電源 | AC100V 3A |
I/F | 入力:成形機型開信号 出力:CCF異常 |
縦型ピロー包装機
通常、プラスチック容器の蓋の包装は形状の問題から自動化が困難で手作業に頼ってきました。上記装置は、この問題を解決し、3台のサーボモーターを採用することにより、スムーズな包装作業を実現しました。
ベルトコンベアーで同装置に送り込まれた蓋は、下から突き上げる空圧シリンダーで一定数、積み上げられます。段積された蓋は筒状にされたフイルム包装材の下に移動し、サーボモーターにより包装材の中に挿入されます。
この時、包装用フイルムとシール送りは、昇降サーボと同期して動き、スムーズな包装が実現されます。

工程を完全自動化することにより、手作業で発生する毛髪等の異物混入を防止することができます。
又、インラインでの無人化運転、箱詰めに直結しています。
又、インラインでの無人化運転、箱詰めに直結しています。


仕様
全長 | 約3,600mm |
全幅 | 約770mm |
全高 | 約2,100mm |
ケース着脱上面高さ | 約850mm |
機械構造 | 鋼板フレーム構造 |
運転方式 | モーター及びエアー駆動による |
プラグ箱詰め ROBO

製品の箱詰め作業を自動化
搬入コンベアーから搬送されたプラグを整列させ、箱詰めをおこなう機械装置です。
コンベアー上で1列に整列させ、単軸ROBOにより合紙上に押出します。
搬入コンベアーから搬送されたプラグを整列させ、箱詰めをおこなう機械装置です。
コンベアー上で1列に整列させ、単軸ROBOにより合紙上に押出します。
同じ動作を数回繰り返すことにより、プラグを5×5個に配列させます。
配列させたワークとワークの下にある合紙を吸引ブロワーで吸引し、3軸ROBOによりケース内へ段積みしていく装置です。


仕様
外形寸法 | 長さ:2,500mm 幅:800mm 高さ:2,500mm |
パッキン挿入装置 APGS-612-ROBO

缶の蓋に、四角いGWを人手により挿入・丸PGを自動挿入プレスする装置です。
蓋・PGマガジンへ人手により積層します。積層された蓋を6列2回切り出し、12枚をトランスファー(T/F)装置により、次ステージに自動搬送されます。GWステージでGWを人手により挿入され、GWの有無と、GWのはみ出しを検査(NGの時は(T/F)原点に戻りGW・蓋の修正をおこないPB.ONにて再スタートする)し、次工程PG挿入・プレス工程へ搬送されます。PGステージでは6列左右対称12枚を切り出し、特製ユニットでPGを吸着しゲートを開き蓋へ挿入プレスされます。
蓋・PGマガジンへ人手により積層します。積層された蓋を6列2回切り出し、12枚をトランスファー(T/F)装置により、次ステージに自動搬送されます。GWステージでGWを人手により挿入され、GWの有無と、GWのはみ出しを検査(NGの時は(T/F)原点に戻りGW・蓋の修正をおこないPB.ONにて再スタートする)し、次工程PG挿入・プレス工程へ搬送されます。PGステージでは6列左右対称12枚を切り出し、特製ユニットでPGを吸着しゲートを開き蓋へ挿入プレスされます。
組込完成された蓋は(T/F)により排出コンベアーに送られます。半自動で省力化を図る装置です。
仕様
外形寸法 | 長さ:3,200mm 幅:1,400mm 高さ:1,800mm |
能力 | 50,000個/7hour |
筆ペン先自動研磨装置

人手作業からの研削・良否検査・種別排出全自動装置
- 成型されたワークを人手により適量バラ投入します。
- パーツフィーダにて一定方向に整列させます。
- ワーク挿入ユニットにて研削円テーブルのワーク回転ユニットに移載します。
- 研削円テーブルとワーク回転ユニットにて研削します。
- 研削円テーブルを検査位置に移動させ、ワークを回転させながら画像検査をおこないます。
- アクチュエータによりワークの種別排出をします。
■一番の目的は研削工程の自動化で、円テーブルにセットされたワークを高精度減速機付サーボモーターにより熟練技を補おうとするものです。
仕様
外形寸法 | 長さ:1,200mm 幅:800mm 高さ:1,750mm |
プラスチック容器リーク検査機(インライン型)
")
プラスチック容器ランナー部の電気式リーク検査機
成型機の取り出しロボットにて、検査ポジションにセットします。
検査プローブはX・Zロボにて位置を決めた後、高電圧リークテストをおこないます。
再び成型機の取り出しロボにて検査品を取り出し、OK品とNG品の仕分けをおこないます。
成型機の取り出しロボットにて、検査ポジションにセットします。
検査プローブはX・Zロボにて位置を決めた後、高電圧リークテストをおこないます。
再び成型機の取り出しロボにて検査品を取り出し、OK品とNG品の仕分けをおこないます。
仕様
外形寸法 | 長さ:1,000mm 幅:500mm 高さ:400mm(機械装置寸法 制御盤・検査盤を除く) |
対応容器寸法 | φ85~120mm 高さ:70~140mm |
お問い合わせ

制御盤・製造ラインの自動化ロボットの製作に関するご相談・ご質問は、以下連絡先までお気軽にお問い合わせください。
TEL:072-369-2570
FAX:072-369-2571
〒587-0002 大阪府堺市美原区黒山410番地1